Você ainda utiliza o cromo duro para revestimento de peças? Esse método, popularmente conhecido por banho de cromo duro ou ainda, cromagem e aplicado por processo eletrolítico, é há anos amplamente utilizado para proteção contra desgaste por abrasão, corrosão e erosão de superfícies de diversos tipos de peças. A facilidade de encontrar fornecedores associados com preços relativamente baixos eram os principais fatores para a decisão no momento da escolha. Além disso, o desconhecimento de tecnologias alternativas de bom desempenho gerou uma barreira de saída para os consumidores.
Os anos passaram e as necessidades dos consumidores mudaram. O paradigma do preço baixo mudou para a premissa do custo baixo, o que forçou os engenheiros de produto e engenheiros de manutenção a buscar alternativas tecnicamente iguais ou superiores para resolver problemas de desgaste de peças. Do ponto de vista técnico e econômico o revestimento de cromo duro pode trazer alguns problemas para o usuário:
Conheça os riscos do cromo duro
1 – Riscos ao meio ambiente: O processo de aplicação de cromo duro gera resíduos que podem gerar sérios danos para o meio ambiente devido a presença de metais pesados.
2 – Risco à saúde: A presença de metais pesados (cromo hexavalente) pode gerar sérios danos para a saúde das pessoas, como o câncer, por exemplo..
3 – Baixa durabilidade: O revestimento de cromo duro libera a sua tensão residual em forma de microtrincas e essa característica permite que agentes corrosivos ultrapassem essas trincas e ocasionem desgaste por corrosão, com consequente desplacamento do revestimento aplicado. Além disso, o processo de aplicação desse revestimento proporciona redução da resistência mecânica de materiais devido à inclusão de hidrogênio na estrutura da peça revestida.
Em meados dos anos 2000, em face dessas pressões por redução de custos, menores riscos de danos ambientais e melhoria na qualidade de vida de operadores, a indústria aeroespacial norte americana e canadense, em conjunto com organismos reguladores desses países, lançaram uma força tarefa para validar tecnologias alternativas ao processo de deposição de cromo duro. O processo de aplicação de revestimento aplicado por Aspersão Térmica (especificamente o carboneto de tungstênio aplicado por HVOF) foi a tecnologia desenvolvida.
A ideia iniciar foi produzir um recobrimento que tivesse, no mínimo, características técnicas iguais ou superiores e que eliminasse esses fatores de riscos para o meio ambiente e para a saúde das pessoas que operavam o processo. Atualmente, centenas de peças de avião são revestidas através dessa técnica e outros segmentos de mercado estão passando a adotar essa tecnologia para seus componentes.
As vantagens da aspersão térmica
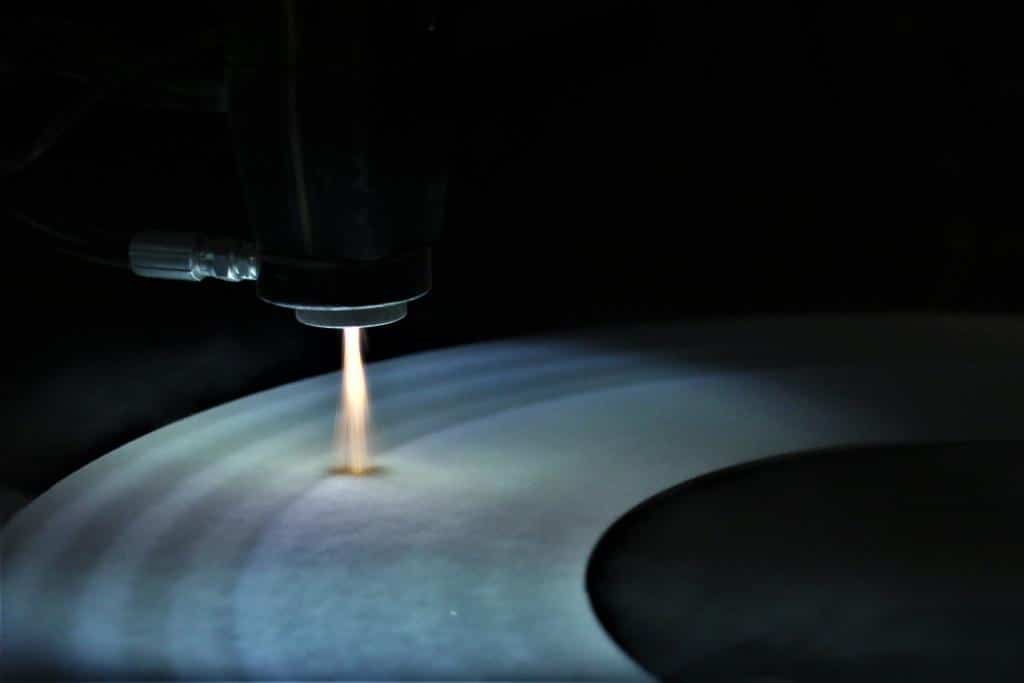
O processo, diferente do banho de cromo duro, consiste na projeção de partículas de uma liga metálica, na forma de pó, contra uma superfície previamente preparada. Esse processo produz revestimentos densos e de altíssima resistência ao mais variados ambientes industriais. Uma das suas grandes vantagens é a versatilidade por que permite a aplicação de uma grande variedade de ligas que possibilita que quem especifica um projeto consiga customizar a superfície de um componente ao meio no qual ele vai estar exposto. Mas afinal de contas, quais são as vantagens da utilização desse processo quando comparado com o processo de cromagem? Diversas vantagens podem ser destacadas, mas 4 delas são as mais relevantes:
1 – Redução dos impactos ambientais: Os revestimentos aplicados por esse processo não geram efluentes e os impactos ambientais são praticamente anulados, quando comparados com o processo de aplicação do cromo duro.
2 – Redução dos danos à saúde dos trabalhadores: O processo de aplicação desses revestimentos não gera qualquer tipo de riscos à saúde das pessoas.
3 – Melhoria do desempenho. Os revestimentos aplicados por aspersão térmica possuem desempenho superior à cromagem. A resistência à corrosão (ensaio realizado de acordo com os requisitos da ASTM B-117) chega a ser 10 vezes superior. A resistência à abrasão do carboneto de tungstênio (avaliado por perda de volume no ensaio normalizado pela ASTM G-65) é 600% superior. Essas características proporcionam melhor desempenho das peças revestidas pelo processo de aspersão térmica.
4 – Melhores resultados financeiros: O aumento da durabilidade de peças revestidas por aspersão térmica proporciona uma grande redução de custos de manutenção, além de grande aumento de disponibilidade da fábrica com consequente melhoria da lucratividade da organização.
Exemplos de substituição do Cromo Duro pelo Carboneto de Tungstênio
Hastes hidráulicas: A grande maioria desses componentes ainda utiliza o cromo duro, mas hastes de grande porte, que são montadas em regiões de difícil acesso para desmontagem, são revestidas por Aspersão Térmica. Além da eliminação dos impactos ambientais e a saúde das pessoas, o revestimento desenvolvido possui resistência à abrasão e corrosão 600% superiores.
Rotores de bombas: Alguns tipos de rotores de bombas, tradicionalmente cromados, passaram ser revestidos com Carboneto de Tungstênio devido à sua elevadíssima resistência à abrasão. O usuário passou ter uma redução de custos de susbstituição superior a 60%, sem falar nos custos da parada da produção.
Ferramentas de conformação. Diversos modelos de ferramentas de conformação, anteriormente revestidas por processo de cromagem, passaram ser revestidos por Aspersão Térmica. A durabilidade passou de 10.000 peças fabricadas para mais de 400.000 peças produzidas com a mesma ferramenta.
